Объяснение пайки: типы, инструменты и простые методы пайки электроники
Пайка — это простой способ соединения металлов с использованием тепла и припоя.В этом руководстве вы узнаете, как работает пайка, ее основные типы, такие как мягкая пайка, твердая пайка и пайка, а также какие инструменты вам понадобятся, чтобы сделать это правильно.Вы также увидите пошаговые инструкции, примеры и сравнение пайки с другими методами соединения.К концу вы поймете, как создавать прочные, чистые и надежные связи для разных проектов.Каталог
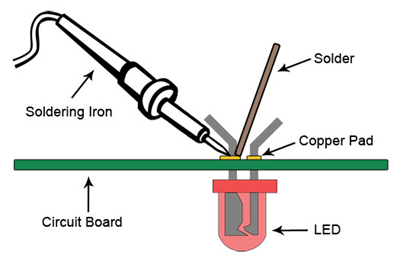
Рисунок 1. Как работает пайка
Что такое пайка и как она работает?
Пайка — это процесс, в котором для соединения металлов используется тепло с использованием наполнителя, называемого припоем.Этот припой представляет собой металлический сплав, который плавится при более низкой температуре, чем соединяемые детали.Когда он остывает, он создает как механическую, так и электрическую связь, которая является прочной и проводящей.
В электронике пайка соединяет провода, печатные платы и компоненты.Это обеспечивает устойчивый ток и предотвращает ослабление или окисление соединений.Когда тепло от паяльника достигает соединения, припой плавится и просачивается в крошечные зазоры под действием капилляров.По мере остывания он образует блестящую, слегка вогнутую поверхность, что указывает на хорошее соединение.
Виды пайки
Пайку можно разделить на три основных типа в зависимости от температуры и использования материала.
Мягкая пайка
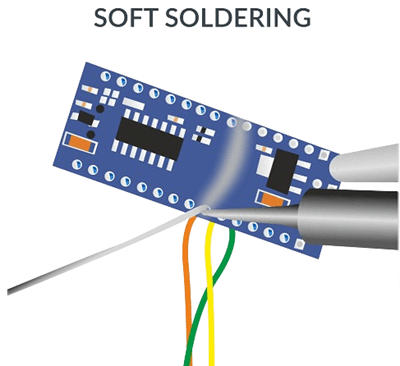
Рисунок 2. Мягкая пайка
Мягкая пайка — наиболее широко используемый метод соединения при сборке электроники.Как показано на рисунке 2, он использует нагретый паяльник для плавления низкотемпературного сплава, который соединяет провода и компоненты с печатной платой (PCB).Наиболее распространенными наполнителями являются смеси олова-свинца и бессвинцовые смеси, такие как олово-медь и олово-серебро-медь, которые обычно плавятся при температуре от 180°C до 250°C (356–482°F).
Поскольку мягкая пайка требует лишь умеренного нагрева, она идеально подходит для чувствительных электронных компонентов и чувствительных дорожек печатных плат.Более низкая температура сводит к минимуму тепловое напряжение, предотвращая повреждение полупроводников или изоляции.Этот процесс обеспечивает прочные электрические соединения и плавный ток, сохраняя при этом целостность компонента.
Твердая пайка (серебряная пайка)
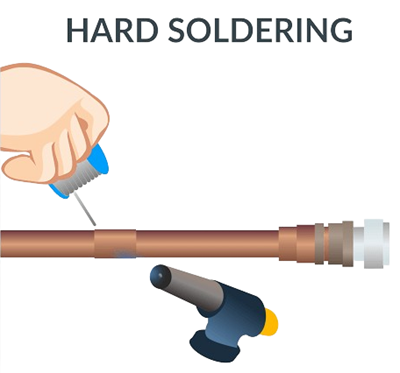
Рисунок 3. Твердая пайка
Твердая пайка, также известная как пайка серебром, представляет собой метод соединения, в котором используются присадочные металлы на основе серебра для создания прочных и долговечных соединений.Как показано на рисунке 3, пламя горелки используется для нагрева основных металлов и плавления серебряного сплава, образуя твердое соединение после охлаждения.Процесс протекает при температуре выше 450°C (842°F), позволяя расплавленному наполнителю течь и склеиваться, не расплавляя сами заготовки.
Этот метод обеспечивает высокую механическую прочность и отличную коррозионную стойкость, что делает его идеальным для применений, подверженных нагрузкам, вибрации или суровым условиям.Твердая пайка используется в металлических инструментах, ювелирном деле и механических узлах.По сравнению с мягкой пайкой, твердая пайка обеспечивает более прочные и термостойкие соединения, подходящие для тяжелых или точных металлообработок.
Пайка
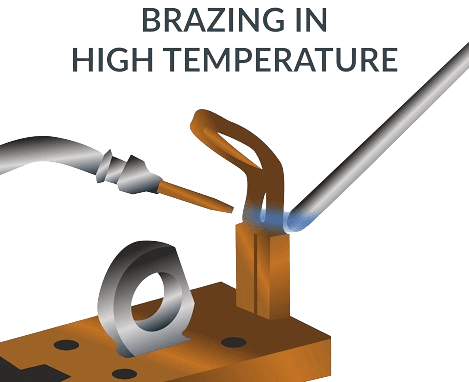
Рисунок 4. Пайка
Пайка — это метод соединения металлов, который работает при температуре выше 600°C (1112°F).Как показано на рисунке 4, латунный или бронзовый наполнитель плавится и течет между основными металлами, образуя прочную связь, не плавя их.Это делает соединение прочным, сохраняя при этом основные части неповрежденными.Пайка создает прочные, устойчивые к коррозии соединения, что делает ее идеальной для сантехники, систем отопления, вентиляции и кондиционирования и промышленного производства.
Он также используется при соединении разнородных металлов, таких как медь и сталь, где сварка затруднена.По сравнению с пайкой, пайка дает более прочные соединения, способные выдерживать высокие температуры и вибрацию, что делает ее идеальной для тяжелых условий эксплуатации или работы под высоким давлением.
Основные инструменты для пайки
Перед пайкой подготовьте подходящий набор инструментов.Каждый инструмент играет определенную роль в обеспечении гладкости и безопасности процесса.
Паяльник или паяльная станция

Рисунок 5. Паяльник и паяльная станция
Паяльник или паяльная станция — основной инструмент, используемый для соединения электронных компонентов.Он подает точное количество тепла, необходимое для плавления припоя и формирования надежного электрического соединения между деталями.Для большинства электронных проектов идеально подходит паяльник мощностью 25–60 Вт или станция с регулируемой температурой, поскольку они предотвращают чрезмерный нагрев, который может повредить чувствительные компоненты или печатные платы.
Современные паяльные станции, такие как показанная на рисунке 5, обеспечивают регулируемый контроль температуры, обеспечивая лучшую стабильность и безопасность по сравнению с утюгами с фиксированной мощностью.В состав установки обычно входит паяльная ручка, блок питания и держатель с губкой для очистки жала.Это позволяет поддерживать наконечник чистым и луженым, обеспечивая эффективную теплопередачу и надежные паяные соединения на протяжении всего процесса пайки.
Припой провод

Рисунок 6. Припаиваемый провод
Припойная проволока – это присадочный материал, используемый для соединения металлических деталей во время пайки.Как показано на рисунке 6, он обычно бывает двух основных типов: свинцовый припой и бессвинцовый припой.Припои на основе свинца легко плавятся и плавно растекаются, а припои, не содержащие свинца (обычно сплавы Sn-Cu или Sn-Ag-Cu), более безопасны для окружающей среды и соответствуют стандартам RoHS.
Для применения в электронике предпочтительнее использовать припой с канифольным сердечником, поскольку он содержит встроенный флюс, который помогает очищать металлические поверхности и улучшает адгезию.Это облегчает достижение прочных и надежных соединений на печатных платах и электронных компонентах.Использование подходящей паяльной проволоки обеспечивает лучшую проводимость, более чистые соединения и более длительный срок службы.
Поток

Рисунок 7. Поток
Флюс — это химическое чистящее средство, которое удаляет окисление с металлических поверхностей перед пайкой.Как показано на рисунке 7, он позволяет расплавленному припою растекаться плавно и образовывать прочное и равномерное соединение.Флюс обеспечивает лучшее смачивание и предотвращает ослабление или тусклость паяных соединений.
Он выпускается в различных формах, таких как жидкость, паста или ручка, в зависимости от применения.Нанесение тонкого слоя флюса перед нагревом помогает создать гладкие, блестящие и надежные паяные соединения.В электронике использование флюса важно для обеспечения высококачественных паяных соединений и стабильных электрических характеристик.
Губка или очиститель латунного наконечника

Рисунок 8. Очиститель латунных и губчатых наконечников
Содержать жало паяльника в чистоте необходимо для стабильной теплопередачи и качественных паяных соединений.Как показано на рисунке 8, вы можете использовать влажную губку или чистящее средство для латунной ваты, чтобы удалить с наконечника окисление, пригоревший флюс и излишки припоя.Эта простая привычка гарантирует, что паяльник сохранит оптимальную производительность во время использования.
Чистые жала не только более эффективно передают тепло, но и продлевают срок службы паяльника.Очиститель латунного наконечника идеально подходит для быстрой очистки без охлаждения утюга, а губка обеспечивает более мягкую и контролируемую очистку.Регулярная очистка обеспечивает аккуратную, надежную и профессиональную работу по пайке.
Руки помощи или держатель печатной платы

Рисунок 9. Руки помощи или держатель печатной платы
Держатель печатной платы или вспомогательный инструмент используются для стабилизации печатных плат и компонентов во время пайки.Как показано на рис. 9, он оснащен регулируемыми зажимами, которые надежно удерживают мелкие детали на месте, позволяя работать обеими руками.Такая установка повышает точность и снижает риск шатких или неровных паяных соединений.
Многие модели также оснащены увеличительным стеклом и держателем паяльника, что облегчает проверку мелких деталей и обеспечивает стабильное выравнивание.Использование рук помощи повышает безопасность, точность и эффективность любого проекта пайки электроники, независимо от того, собираете ли вы печатные платы, ремонтируете схемы или создаете прототипы новых конструкций.
Кусачки, инструменты для зачистки проводов и плоскогубцы

Рисунок 10. Кусачки и инструменты для зачистки проводов
Кусачки, инструменты для зачистки проводов и плоскогубцы — важные инструменты для подготовки и формирования электрических соединений.Как показано на рисунке 10, кусачки используются для обрезки выводов компонентов и аккуратного разрезания проводов, а устройства для зачистки проводов снимают изоляцию, не повреждая проводник.Эти инструменты помогают обеспечить аккуратную, точную и эффективную пайку.
Острогубцы также полезны для сгибания, удержания или точного позиционирования проводов во время пайки.Они позволяют безопасно обращаться с небольшими компонентами, не прикасаясь к горячей зоне пайки.
Защитное снаряжение

Рисунок 11. Защитное снаряжение
При выполнении любых паяльных работ необходимо защитное снаряжение, чтобы защитить себя от тепла, паров и мусора.Как показано на Рисунке 11, всегда надевайте защитные очки, чтобы защитить глаза от случайных брызг припоя и мелких летящих частиц.Правильная защита глаз обеспечивает безопасное и уверенное обращение с паяльником и расплавленным припоем.
Работа в хорошо проветриваемом помещении не менее важна для вашего здоровья.Пары припоя могут быть вредными, поэтому использование вытяжного устройства или небольшого охлаждающего вентилятора поможет поддерживать чистоту воздуха и комфорт на рабочем месте.
Пошаговое руководство по пайке
Выполните следующие действия, чтобы создать чистые, прочные и надежные паяные соединения для ваших проектов в области электроники.
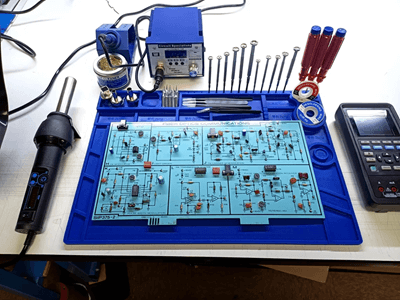
Рис. 12. Организованная схема паяльного рабочего места.
Начните с организации своего рабочего пространства в чистом, светлом и хорошо проветриваемом помещении.Аккуратно расположите все инструменты, такие как паяльник, припой, флюс, губку, плоскогубцы и кусачки, на коврике, как показано на рисунке 12.

Рисунок 13. Настройка температуры паяльной станции
Для большинства задач по пайке электронных компонентов установите температуру паяльной станции в пределах от 350°C до 400°C (662–752°F) (рис. 13).Правильная настройка обеспечивает эффективность, безопасность и стабильные результаты пайки.

Рисунок 14. Очистка и лужение жала паяльника
Когда паяльник достигнет желаемой температуры, очистите жало влажной губкой или латунной ватой, как показано на рисунке 14. Затем наплавьте на жало небольшое количество припоя. Этот процесс, называемый лужением, улучшает теплопередачу и предотвращает окисление.Использование луженого наконечника обеспечивает плавное растекание припоя во время фактического формирования соединения.
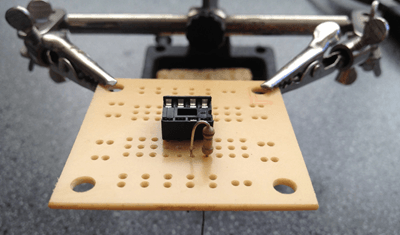
Рисунок 15. Закрепление компонента на печатной плате перед пайкой
Правильно расположите каждый электронный компонент через отверстия печатной платы, соблюдая его полярность и ориентацию.Используйте вспомогательный инструмент или держатель печатной платы, чтобы удерживать плату устойчиво, как показано на рисунке 15. Слегка подогнув выводы внизу, удерживайте компонент на месте, подготавливая его к стабильной и точной пайке.
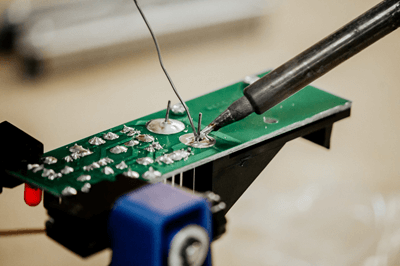
Рис. 16. Равномерный нагрев площадки печатной платы и вывода компонента
Прикоснитесь горячим жалом паяльника к контактной площадке и выводу компонента на одну-две секунды.Равномерный нагрев помогает обеспечить правильное соединение припоя с обеими поверхностями, как показано на рисунке 16. Избегайте длительного нагрева, так как чрезмерное тепло может поднять медные площадки или повредить чувствительные компоненты.
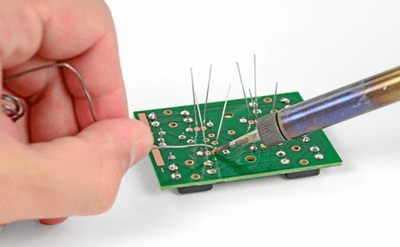
Рис. 17. Правильное нанесение припоя, обеспечивающее гладкое блестящее соединение.
Поместите припой в нагретое соединение, а не прямо на жало утюга.Как показано на рисунке 17, дайте расплавленному припою плавно растекаться вокруг вывода и площадки до тех пор, пока не образуется блестящая вогнутая поверхность.Как только припой растечется равномерно, сначала удалите припой, а затем поднимите паяльник.Дайте стыку остыть естественным путем, не обдувая его, так как быстрое охлаждение может привести к образованию трещин.
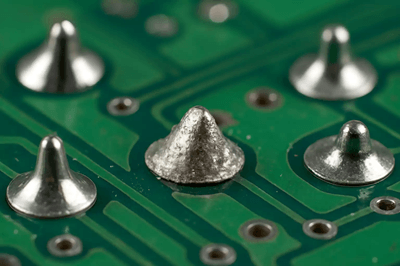
Рисунок 18. Обрезка лишних выводов после пайки
После того, как соединение остынет, обрежьте лишние выводы компонентов с помощью резаков заподлицо.Этот шаг делает сторону пайки аккуратной и предотвращает короткое замыкание между соседними контактными площадками.На рис. 18 показана аккуратная обрезка выводов для достижения профессиональной отделки.
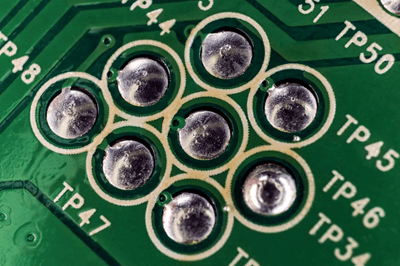
Рис. 19. Пример высококачественных блестящих паяных соединений на печатной плате.
Внимательно осмотрите каждый сустав при хорошем освещении или увеличении.Идеальное соединение, подобное показанному на рисунке 20, выглядит блестящим и плавно изогнутым, а тусклые или потрескавшиеся соединения указывают на плохую пайку.При необходимости повторно нагрейте и оплавьте припой для получения чистого соединения.
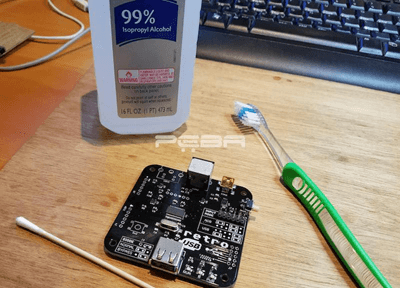
Рис. 20. Очистка остатков флюса с помощью изопропилового спирта и щетки.
Наконец, очистите печатную плату изопропиловым спиртом и мягкой щеткой, чтобы удалить остатки флюса, как показано на рисунке 21. Перед выключением утюга слегка залужите наконечник, чтобы предотвратить окисление, и сохраните его надлежащим образом для следующего использования.Регулярная очистка и уход за наконечником, как показано на рисунке 14, обеспечивают долгосрочную надежность и эффективность пайки.
Применение пайки
Печатные платы и электронные компоненты
При сборке печатной платы пайка соединяет резисторы, конденсаторы, интегральные схемы (ИС) и разъемы, образуя функциональную электронную схему.Методы пайки через отверстия и поверхностный монтаж создают надежные электрические пути, которые поддерживают высокоскоростные сигналы и распределение мощности.Эти паяные соединения обеспечивают длительную работу в электронике, промышленных системах управления и автомобильных модулях.Правильная техника пайки предотвращает появление холодных соединений и повышает общую надежность схемы.
Провода, клеммы и наконечники
Пайка проводов к клеммам и наконечникам обеспечивает постоянное, устойчивое к коррозии соединение, предотвращающее ослабление соединений.Этот процесс часто встречается в автомобильных жгутах проводов, бытовой технике и аудиооборудовании, где важны долговечность и проводимость.Хорошо спаянное соединение проводов устойчиво к вибрации и окислению, обеспечивая стабильные электрические характеристики с течением времени.
Разъемы (аудио, RF, питание)
Пайка гарантирует, что аудио-, радиочастотные разъемы и разъемы питания передадут чистые сигналы и надежную механическую стабильность.В аудиосистемах он сводит к минимуму потери и искажения сигнала, обеспечивая лучшее качество звука и продлевая срок службы компонентов.В радиочастотных разъемах используется прецизионная пайка, обеспечивающая целостность экранирования и предотвращающая утечку сигнала.Правильно припаянные вилки и разъемы питания также уменьшают перегрев и контактное сопротивление в сложных условиях.
Автомобильная электроника
В автомобильной электронике пайка создает надежные соединения внутри ЭБУ, датчиков и комбинаций приборов.Эти соединения должны выдерживать резкие перепады температур, постоянную вибрацию и воздействие влаги.Припои и флюсы автомобильного класса разработаны для обеспечения длительного срока службы в суровых условиях.Правильная пайка гарантирует безупречную работу критически важных для безопасности систем, таких как ABS, модули подушек безопасности и освещение.
Ювелирные изделия и металлообработка
Пайка в ювелирном деле позволяет мастерам с безупречной точностью соединять детали из золота, серебра, латуни или меди.В процессе используется специальный серебряный или золотой припой, который плавится при контролируемой температуре, обеспечивая чистые и прочные соединения.Это позволяет создавать сложные конструкции, такие как кольца, цепочки и подвески, без видимых швов.В металлообработке пайка сочетает в себе художественное творчество и структурную целостность декоративных и функциональных деталей.
Сантехнические и климатические системы
В сантехнике и системах отопления, вентиляции и кондиционирования пайка важна для создания герметичных соединений между медными трубами и фитингами.Припой плавится и втекает в соединение, образуя прочное соединение, способное выдерживать высокое давление и температуру.Этот метод обеспечивает надежную работу в системах с водой, газом и хладагентом.Правильная техника пайки предотвращает утечки, коррозию и дорогостоящее обслуживание с течением времени.
Разница между пайкой и другими методами
|
Спецификация |
Пайка |
Сварка |
Пайка |
Обжимка |
Склеивание |
|
Уровень тепла |
Низкий (250–400 °C) |
Очень высокая (1500–3000 °C).
°С) |
Средний (450–1000 °C) |
Нет |
Низкий–средний (20–200 °C)
лечение) |
|
Недрагоценные металлы плавятся |
Нет |
Да |
Нет |
Нет |
Нет |
|
Материал наполнителя |
Да (Олово-Свинец, Sn-Cu, Sn-Ag
сплавы) |
Часто (Присадочные стержни,
электроды) |
Да (серебро, медь-цинк
сплавы) |
Нет |
Клей или эпоксидная смола |
|
Совместная сила |
Низкий (20–40 МПа) |
Очень высокий (250–500 МПа) |
Средний (100–200 МПа) |
Умеренный (50–150 МПа) |
Умеренный (30–80 МПа) |
|
Температурный диапазон |
Ниже 450 °С |
Выше 1500 °С |
450–1000 °С |
Комнатная температура |
Комнатная температура или температура отверждения |
|
Необходимые инструменты |
Паяльник, Флюс,
Припой провод |
Сварочный аппарат, Факел,
Шлем |
Факел или печь |
Обжимной инструмент или плоскогубцы |
Аппликатор клея, зажимы |
|
Тип облигации |
Металлургический (через
Наполнитель) |
Сплавление (через основной металл
Таяние) |
Капилляр (Через расплавленный
Расход наполнителя)
|
Механический (сжатие
Подходит) |
Химическая (отверждение клея) |
|
Материалы присоединились |
Металлы, провода, печатные платы |
Металлы (Сталь, Алюминий,
Титан) |
Металлы (латунь, медь,
Сталь) |
Провода, клеммы, наконечники |
Металл, Пластик, Дерево,
Композиты |
|
Типичное использование |
Электроника и электрика
Сборка |
Строительство, Производство,
Автомобильная промышленность |
Сантехника, ОВКВ, Аэрокосмическая промышленность |
Электропроводка,
Разъемы |
Поделки, Панно, Бытовое
Ремонт |
|
Скорость |
Быстро (1–5 с на сустав) |
Умеренная (30–60 с на
совместный) |
Умеренная (10–30 с на
совместный) |
Очень быстро (<1 с на
совместный) |
Умеренный (отверждение 1–5 минут) |
|
Тепловые искажения |
Нет |
Высокий |
Низкий |
Нет |
Нет |
|
Ремонтопригодность |
Легко (разогрев и
Перепаять) |
Твердый (требуется шлифовка или
Резка) |
Умеренный (жара и
Повторная пайка) |
Легко (повторно обжать или заменить) |
Сложный (Удаление повреждений
Поверхности) |
|
Долговечность |
Низкий (кратковременные нагрузки) |
Очень высокий (структурный
Честность) |
Средний (Коррозия
Устойчивый) |
Умеренный (вибрация
Устойчивый) |
Умеренный (зависит от
Клей) |
Преимущества и недостатки пайки
Преимущества
• Создает прочные и проводящие соединения, идеальные для соединений электронных схем и печатных плат.
• Работает при более низких температурах, уменьшая тепловое повреждение хрупких компонентов.
• Простота в освоении и экономичность, идеально подходит для новичков и специалистов по ремонту.
• Позволяет дорабатывать и распаивать, что упрощает обслуживание и модификацию.
• Подходит для соединения небольших или тонких материалов в электронных и электрических сборках.
Недостатки
• Обеспечивает более слабые соединения по сравнению со сваркой или пайкой.
• Не подходит для применения при высоких температурах или тяжелых нагрузках.
• Остатки флюса могут вызвать коррозию или утечку тока, если их не очистить должным образом.
• Припой на основе свинца представляет угрозу для здоровья и окружающей среды при неправильном обращении.
• Требуется правильный контроль температуры во избежание повреждения чувствительных компонентов.
Заключение
При пайке металлы соединяются с использованием контролируемого нагрева и припоя, образуя прочные, проводящие и долговечные соединения.От деликатных схем печатных плат до сантехнических систем — он остается одним из наиболее универсальных и эффективных методов соединения.Несмотря на некоторые ограничения по прочности и температурной устойчивости, пайка продолжает оставаться отличным процессом в современной электронике, производстве и ремонте.
О нас
ALLELCO LIMITED
Прочитайте больше
Быстрое запрос
Пожалуйста, отправьте запрос, мы ответим немедленно.
Часто задаваемые вопросы [FAQ]
1. Какой тип флюса следует использовать для электроники?
Для электронных проектов используйте канифольный стержень или флюс, не требующий очистки.Эти типы помогают удалить окисление и улучшить текучесть припоя, не повреждая компоненты.Избегайте флюса на кислотной основе, так как он может вызвать коррозию печатных плат.
2. Какая мощность паяльника лучше всего подходит для начинающих?
Большинству новичков идеально подойдет паяльник мощностью 30–60 Вт.Он быстро нагревается, равномерно плавит припой и безопасен для работы с небольшой электроникой, такой как печатные платы и проводка.
3. Можно ли паять без флюса?
Настоятельно рекомендуется использовать флюс, поскольку он очищает металлические поверхности и способствует плавному растеканию припоя.Пропуск флюса часто приводит к тусклым, слабым или неровным соединениям.
4. На какую температуру следует устанавливать паяльник?
Для электроники установите температуру паяльной станции в диапазоне от 350 °C до 400 °C (662–752 °F).Для бессвинцового припоя может потребоваться немного более высокая температура, чем для свинцового припоя.
5. Почему паяные соединения потускнели или потрескались?
Тусклые или потрескавшиеся соединения обычно означают, что соединение было перемещено до охлаждения или не было нагрето равномерно.Аккуратно нагрейте его и добавьте немного флюса, чтобы решить проблему.

Понимание датчиков давления: функциональность, типы и использование
на 2024/08/7
Методы зарядки
на 2024/08/6
Популярные посты
-

Комплексный набор инструкций: как они изменили вычисления?
на 8000/04/18 147758
-

Поспинка и функции USB-C
на 2000/04/18 111960
-

Использование примитивах Unified моделирования Xilinx: комплексное руководство по проектированию и моделированию FPGA
на 1600/04/18 111349
-

Напряжения источника питания в электронике: значение VCC, VDD, VEE, VSS и GND
на 0400/04/18 83726
-

Руководство по разъему RJ45: расписка, проводка, типы кабелей и использование
на 1970/01/1 79510
-

Конечное руководство по цветовым кодам проволоки в современных электрических системах
То, как наши электрические системы используют цвета, не только для внешнего вида.Каждый цвет провода теперь указывает на определенную функцию, что облегчает правильную идентификацию и обработку эле...на 1970/01/1 66929
-

Руководство по очистке клапана: функция, симптомы, тестирование и замена для оптимальной производительности двигателя
Клапан чистки является ключевой частью системы автомобиля, которая помогает поддерживать воздух в чистоте, управляя топливными парами, прежде чем они смогут сбежать в атмосферу.Это не только помога...на 1970/01/1 63078
-

Качество (Q) Фактор: уравнения и приложения
Коэффициент качества, или «Q», важен при проверке того, насколько хорошо индукторы и резонаторы работают в электронных системах, которые используют радиочастотные (RF).«Q» измеряет, насколько хорош...на 1970/01/1 63019
-

Достижение пиковой производительности с максимальной теоремой передачи мощности
Теорема максимальной передачи мощности объясняет, как энергия из источника, такого как батарея или генератор, течет к подключенной нагрузке.Он показывает точное условие, где нагрузка получает наибо...на 1970/01/1 54086
-

Спецификации батареи A23 и совместимость
Аккумулятор A23 представляет собой небольшую батарею в форме цилиндров с высоким напряжением.Также называется 23a, 23ae или Mn21, он работает на 12 вольт и намного выше, чем батареи AA или...на 1970/01/1 52156
Горячий номер детали
-

1812AC223JAT1A
KYOCERA AVX
CAP CER 0.022UF 1KV X7R 1812
ZTX614STZ
Diodes Incorporated
TRANS NPN DARL 100V 0.8A E-LINE
TL974IPWR
Texas Instruments
IC OPAMP GP 4 CIRCUIT 14TSSOP
AT45DB081E-MHN2B-T
Adesto Technologies
IC FLASH 8MBIT SPI 85MHZ 8UDFN
SN74AS04DBR
Texas Instruments
INVERTER
08051C102K4T2A
KYOCERA AVX
CAP CER 1000PF 100V X7R 0805
RK73B2HTTE1R5J
KOA Speer Electronics, Inc.
RES 1.5 OHM 5% 3/4W 2010
LQP03TG47NJ02D
Murata Electronics
FIXED IND 47NH 100MA 5.2 OHM SMD
170M3273
Eaton - Bussmann Electrical Division
FUSE SQUARE 630A 700VAC RECT
AD8030ARZ
Analog Devices Inc.
IC OPAMP GP 2 CIRCUIT 8SOIC
0805YA103JAT2A
KYOCERA AVX
CAP CER 10000PF 16V C0G/NP0 0805
T491B686M010AT
KEMET
CAP TANT 68UF 20% 10V 1411
RT1206BRE07249KL
YAGEO
RES SMD 249K OHM 0.1% 1/4W 1206
EL5462ISZ-T7
Renesas Electronics America Inc
IC OPAMP CFA 4 CIRCUIT 14SOIC
TLV62130ARGTR
Texas Instruments
IC REG BUCK ADJUSTABLE 3A 16QFN
ATMEGA649V-8MU
Microchip Technology
IC MCU 8BIT 64KB FLASH 64QFN
3006P-1-201LF
Bourns Inc.
TRIMMER 200OHM 0.75W PC PIN SIDE
74HC132PW,118
Nexperia USA Inc.
IC GATE NAND 4CH 2-INP 14TSSOP -

74F543PC
onsemi
IC TXRX NON-INVERT 5.5V 24DIP
TLV8801DBVR
Texas Instruments
IC OPAMP GP 1 CIRCUIT SOT23-5
LTM8045IY
Analog Devices Inc.
DC DC CONVERTER +/-2.5 +/-15V
VI-2N2-02
Vicor Corporation
VI-2N2-02 48V/15V 50W SMD
STM1812LWX7F
STMicroelectronics
IC SUPERVISOR 1 CHANNEL SOT23-3
UMK105B7682KVHF
Taiyo Yuden
CAP CER 6800PF 50V X7R 0402
LT3008ETS8-5#TRPBF
Analog Devices Inc.
IC REG LINEAR 5V 20MA TSOT23-8
MAX162ACNG
Analog Devices Inc./Maxim Integrated
IC ADC 12BIT SAR 24DIP
SI1539DL-T1-GE3
Vishay Siliconix
MOSFET N/P-CH 30V SC70-6
TCAN1044VDDFR
Texas Instruments
IC TRANSCEIVER FULL 1/1 SOT23-8
MLX91208LDC-CAH-000-SP
Melexis Technologies NV
SENSOR CURRENT HALL 20MT AC/DC
ISL78310ARAJZ-T
Renesas Electronics America Inc
IC REG LINEAR POS ADJ 1A 10DFN
NCP304LSQ18T1
onsemi
IC SUPERVISOR 1 CHANNEL SC82AB
ST16C654IQ64-F
MaxLinear, Inc.
IC UART FIFO 64B QUAD 64LQFP
AK5534VN
Asahi Kasei Microdevices/AKM
IC ADC/AUDIO 32BIT 768K 48QFN
GRM1556R1HR40CD01D
Murata Electronics
CAP CER 0.4PF 50V R2H 0402
BZD27C5V6P
Rectron USA
DIODE ZENER 5.6V 800MW SOD-123F
STM32L412R8T6
STMicroelectronics
IC MCU 32BIT 64KB FLASH 64LQFP -

ATTINY861-20SU
Microchip Technology
IC MCU 8BIT 8KB FLASH 20SOIC
SN74LS122DR
Texas Instruments
IC MULTIVIBRATOR 28NS 14SOIC
MKP385510100JPI2T0
Vishay Beyschlag/Draloric/BC Components
CAP FILM 1UF 5% 1KVDC RADIAL
DF30FC-50DS-0.4V(81)
Hirose Electric Co Ltd
CONN RCPT 50POS SMD GOLD
FAN3122TMPX
onsemi
IC GATE DRVR LOW-SIDE 8MLP
LT1167IS8
Analog Devices Inc.
IC INST AMP 1 CIRCUIT 8SO
CL-482T-WS-SD-TS
Citizen
LED WHITE SMD R/A
PMV90ENER
Nexperia USA Inc.
MOSFET N-CHANNEL 30V 3A TO236AB
M5-320/160-10YI
Lattice Semiconductor Corporation
IC CPLD 320MC 10NS 208QFP
SN74HC157DT
Texas Instruments
IC MULTIPLEXER 4 X 2:1 16SOIC
RT0805DRE0710KL
Yageo
RES SMD 10K OHM 0.5% 1/8W 0805
MIC5209-2.5YU
Microchip Technology
IC REG LINEAR 2.5V 500MA TO263-5
LM193DR
Texas Instruments
IC COMPARATOR 2 DIFF 8SOIC
SST25VF020A-25-4C-ZAE
Microchip Technology
IC FLASH 2MBIT SPI 25MHZ 8CSP
PIC32MM0016GPL036-I/MV
Microchip Technology
IC MCU 32BIT 16KB FLASH 40UQFN
IRFP4468PBF
Infineon Technologies
MOSFET N-CH 100V 195A TO247AC
BRT13H
Vishay Semiconductor Opto Division
PHOTOCOUPLER TRIAC 800V 6DIP
1-171826-2
TE Connectivity AMP Connectors
CONN HEADER R/A 12POS 2.5MM